工業品から日用品まで、幅広い製品に使用されているギアについて、その種類から製造方法まで幅広くご紹介させていただきます。
▼ 目次 ▼
ギア(歯車)とは
ギアの種類
ギアの製造方法
冷間鍛造を用いた工法転換
ギアに関する製品事例
冷間鍛造を用いたギアの製造のことなら、アライパーツまで!
ギア(歯車)とは、円形の外周・内周に歯形形状を設置することで、歯車を装着した駆動部の回転に併せて歯同士が噛合い、動力を伝達する機械部品の事です。ギアの形状や間隔を変えることで伝達動力の範囲や、回転数・力の強さを自由に調整することが可能で、様々な駆動部に活用することが出来ます。ギア同士が噛合えば、空回りが発生しないため、強い力を効率的に伝達できる点がギアの特徴といえます。モーターや電動工具といった工業品から、時計やハンドミキサーといった日常品にまで幅広く活用されています。
こちらでは、ギア(歯車)の種類についてご紹介をさせて頂きます。ギアの種類を大きく分類すると、「形状」と「材質」で分けることが可能です。今回は「形状」について詳しくご説明させていただきます。
・スプルーギア(平歯車)
一般的な円形のギア。加工がシンプルで簡単であるため、様々な製品・産業で広く利用が可能。
・ベベルギア(かさ歯車)
円すい形のギア。円すいにギア形状を成形し見た目が傘に似ているため、日本名でかさ歯車と呼ぶ。ベベルギア同士を組み合わせることで縦軸の回転運動を、横軸に変換が可能。
・ヘリカルギア(はすば歯車)
円形のギアのうち、歯形がねじれたギア。平歯車と比べて、駆動力が強く、静音性が高い点が特徴。軸方向に負荷がかかるデメリットを解消するために、はすば歯車をふたつ組み合わせて負荷を打ち消す「ダブルヘリカルギア(やまば歯車)」という形状も有。
・ラックアンドピニオン
棒状のラックギアと円形のピニオンギアを組み合わせた機構。円形のピニオンギアの回転駆動をラックギアに伝達することで、動力を直線駆動に変換することが可能。
・ウォームギア
ネジ形状のウォームギアと、円形のウォームホイールギアを組み合わせた機構。ウォームギアの回転駆動をウォームホイールギアに伝達することで、動力を垂直報告に変換することが可能。他のギアに比べ、バックラッシュを小さくできる点も特徴。
・インボリュート形状
産業機械のギアで広く採用されている歯形の形状。噛合い圧力を一定に保つことが可能で、低摩擦で高強度な駆動が可能。なめらかに動作する点も特徴。
・サイクロイド形状
精密な駆動が必要な際に採用される形状。インボリュート形状と比較して回転抵抗が低いため、トルク伝達効率が高い点が特徴。加工が難しいため、時計などの小型の精密機器に使用されることが多い。
ギア(歯車)の製造方法は大きく分けると歯形を「削って」生成をする「創成法」「成形法」と、鋳造や鍛造を用いて製造をする2つに分けることが可能です。
材料を削って製造するため、複雑な形状であっても高精度に製造することが可能です。しかしながら加工時間が長い、部材ロスが発生してしまうなど、量産時のコストを安く抑える事が難しい製造方法でもあります。
・歯車創成法
ギア全体を少しずつ削る製造方法です。ギア状の工具を材料に押し付けながらギアと連動させることで少しずつ溝を削っていきます。精度が高く効率が良いため、ギアを製造する際に一般的に採用される製造方法となります。
・歯車成形法
ギアの歯をひと溝ごとに削る製造方法です。フライスやエンドミルを用いて歯車を削っていきます。歯車創成法に比べて精度は落ちますが、NC工作機械を用いて製造するため、コストを抑えた製造が可能です。
鋳造や鍛造を用いて製造するため、切削を用いた製造に比べて短い加工時間で、材料ロスを抑えて製造することが可能です。量産時のコスト優位性を有しております。
・鋳造
ダイカスト等を用いた鋳造で製造することで、様々な大きさ・形状のギアを切削を用いずに製造することが可能です。多数個どりの金型を用いることで、加工時間の大幅な短縮や、コスト削減を実現します。しかし、多数個取りにも限界があり、大量生産には弱みがあります。
・鍛造
ヘッダーやパーツフォーマーを用いた製造方法です。複雑な形状を精度良く製造するためには、高い金型設計能力や工程改善能力が必要となりますが、条件がそろえば高精度な製品を大量に製造することが可能です。また、金属塑性を活用した鍛造により製造することで表面がなめらかで、強度の強い製品を製造することが可能です。
前述させて頂いた通り、加工方法にはそれぞれ特徴があります。今回はコストメリットを提供しやすい、冷間鍛造を用いた工法転換についてご紹介をさせて頂きます。
・一体化によるコストダウン
複雑な形状のギア製品は、軸部とギア部の2部品で製造し、後工程の組付けで製品化をする製造方法が採用されることが多くあります。冷間鍛造を用いることで、焼結・切削・組付け(圧入)といった複数工程を1工程に短縮することが可能です。
【メリット】
①工数低減によるコストダウン
②一体化による強度アップ
③ギア部分の冷間鍛造硬化による硬度の向上
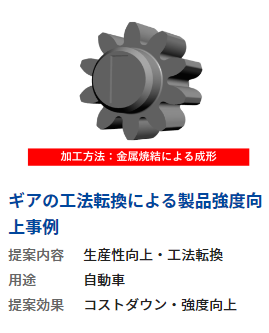
・冷間鍛造化による強度向上
ギアは高い強度が求められる部品です。従来、切削や焼結により製造されている部品の強度が足りない場合、金属塑性を用いた冷間鍛造化を実施することで、コストダウンに加えて、強度を向上させることが可能です。
続いて、実際に当社が製作したギアのVA/VE事例をご紹介いたします。


冷間鍛造を用いたギア部品製造実績を豊富に持つ当社であれば、現状切削等の他の製造方法により生産されているギア部品のコストダウンや強度向上など様々な工法転換のご提案が可能です。
ギア部品でお困りごとをお抱えのお客様がおられましたら、ぜひ当社にお声かけください。
冷間鍛造・VA/VEセンターへのお問い合わせは
TELもしくは、お問い合わせフォームよりお願いいたします。
お急ぎの方は、お電話にてご一報ください。