冷間鍛造は、常温の金属材料に圧力を加えて成形を行う塑性加工の一つです。冷間鍛造の特徴でもある常温に近い状態での加工故に、冷間鍛造に最適な材質や加工できない材質などがございます。この記事では、冷間鍛造と相性のいい材質のご紹介と材質に関する課題解決事例をご紹介しております。
冷間鍛造とは?
冷間鍛造に最適な材質とは?
当社の材質に関する課題解決事例
その他の製品事例をご紹介!
冷間鍛造ならアライパーツ
冷間鍛造(英:Cold forging、冷間圧造とも)とは、常温の金属材料に圧力を加えて成形を行う塑性加工の一つです。金属にはある一定以上の圧力を加えて変形させると元の形に戻らない性質があり、この性質のことを塑性と呼びます(塑性による変形は塑性変形と言います)。逆に圧力を加えて変形させた後圧力を取り除くと元の形に戻る場合は、この変形を弾性変形と呼びます。
材料の利用効率が高く、高精度・高速加工が可能な冷間鍛造技術は、「環境に優しく、合理化に強い」 加工技術といわれています。
しかし、全ての金属材料に冷間鍛造加工が行えるわけではありません。
素材が常温であるために、熱間鍛造や温間鍛造に比べ変形抵抗が大きいです。したがって、冷間鍛造により製造される製品は比較的小さなものが多く、変形の自由度は低いと言えます。
また、加工時の金属材料の温度によって、「冷間鍛造」以外にも、「熱間鍛造」「温間鍛造」と加工方法の呼び方が変わります。熱間鍛造と比較されることが多いですが、冷間鍛造は材料を加熱せずに、常温に近い状態でおこなう鍛造です。
塑性を利用する冷間鍛造は常温・常温に近い環境での鍛造加工を行うため、材料は変形抵抗値が低く、ある程度の変形性を兼ね備えた材質である必要があります。
そのため、脆性材料であるガラスなどは非塑性材料として冷間鍛造には使用されません。
上記を踏まえた、冷間鍛造に適している材質は下記の通りになります。
高温や常温での鍛造や引抜き、圧延などの加工ができ、焼き入れや焼き戻しなどの熱処理によってさらに広範囲に活用できるようになります。ステンレスなどの合金としても使われ、高い多様性もあります。
鉄は様々な部品に加工されています。鉄が曲げ加工されている理由は、鉄の硬度や弾性が曲げ加工に最適な値であるだけでなく、その単価の安さから大量発注にも向いているからです。また、加工処理後のメッキ処理も多種多様にできることから、幅広い分野で活かすことかでき、冷間鍛造においても加工する材質として鉄は採用されています。
ステンレス鋼はクロムを加えた合金鋼で、クロム含有量が10.5%以上、炭素含有量が1.2%以下の金属です。クロムの働きにより、表面に不動態皮膜が形成され、本体を保護しています。そのためステンレス製の製品は寿命が長く、修復・交換の頻度を少なくすることができます。
銅は金属の中でも優れた熱伝導性と高い導電性を持ち、調理道具やヒートパイプをはじめ、導電媒体として電子機器などにも使われています。また、空気に触れると表面に保護皮膜ができ、腐食の進行を防ぐ等のメリットがございますが、一番の強みは加工性に優れている点です。
銅は柔らかく展延性に優れています。銅線や銅管、銅鍋などに幅広く利用されているのは、加工がしやすいことも理由のひとつであり、冷間鍛造のプレスによる曲げ加工や絞り加工でさまざまな形状に成形しやすいため採用されています。
※比較的、柔らかい素材のため塑性変形させやすい
アルミニウムの比重は2.7。鉄(7.8)や銅(8.9)と比べると約3分の1です。同じ体積ではアルミのほうがずっと軽くなります。アルミニウムは比強度(単位重量当たりの強度)が大きいため、輸送機器や建築物などの構造材料として多く使われています。
純アルミニウムの引張強さはあまり大きくありませんが、これにマグネシウム、マンガン、銅、けい素、亜鉛などを添加して合金にしたり、圧延などの加工や、熱処理を施したりして、強度を高くすることができます。冷間鍛造に求められる材質として、変形抵抗値などが関係しますが、アルミニウムは塑性加工がしやすく、さまざまな形状に成形することが可能なため、冷間鍛造に適した材質と言えます。
また、冷間鍛造部品は他の鍛造部品に比べ成形時の寸法精度が高いという特徴があります。さらに、表面状態は熱間鍛造、温間鍛造に比べて良好であるため、仕上げ加工が不要な場合もあり、中間焼きなましや潤滑処理を行うことで大型製品や高強度な材料を精密に鍛造することが可能となります。
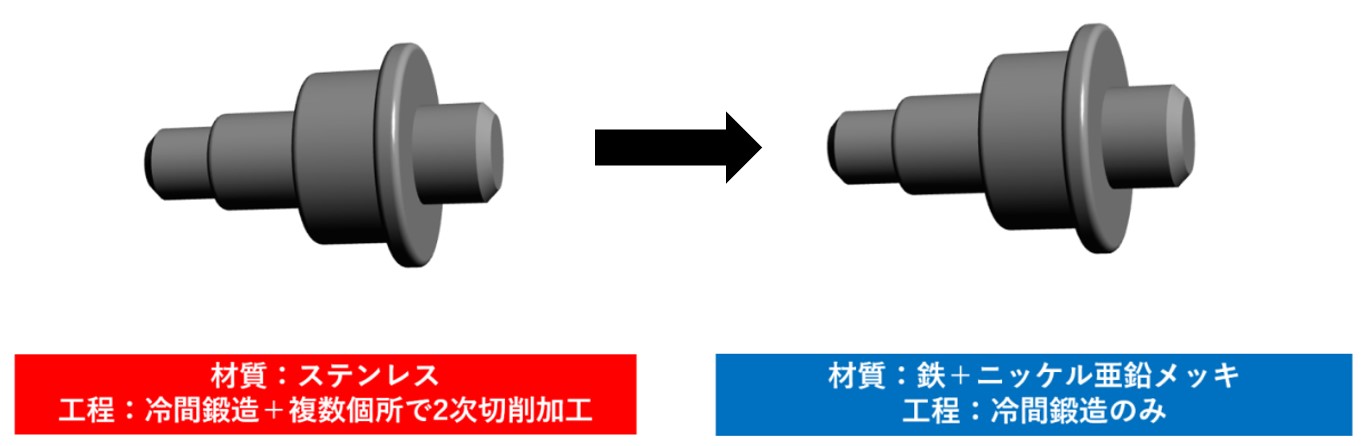
耐食性が求められるということで、シャフト部分の材質はSUS304が選定されていた製品でした。本製品は、ステンレスという材質の特性上、加工率の限界が低く、複数個所で切削追加工が欠かせません。結果、2次加工を行うことで、高コストな製品となっていました。
⇒当社からは冷間鍛造のみで成形できる様にVA/VE提案を行いました。
仕様確認をしていく中で、製品には耐食性が要求されているが、硬度は重視されていないと判明。そこで、成形性を考慮し鉄を素材として採用し、表面処理で耐食性を付加。この事例では、本提案を採用いただき、冷間鍛造のみで成形しております。加えて、切削2次加工レスを実現し、計30%のコストダウンに成功しました。
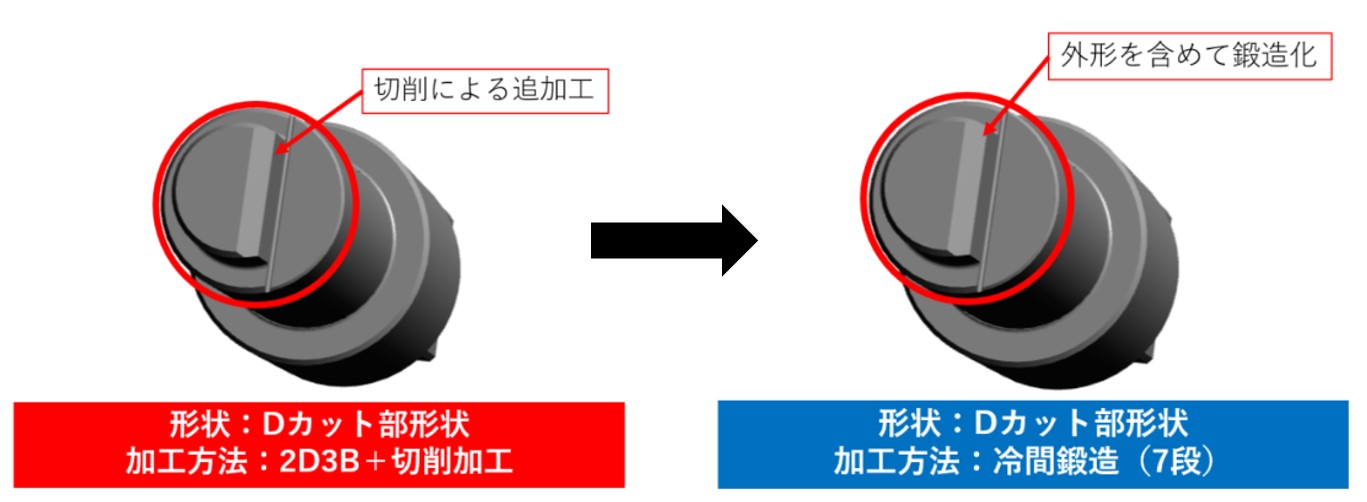
本製品が組み込まれる自動車の車種が展開され、流動数量の増加に伴い、ロットが大幅に増えることが見込まれましたが、これまでの工法のままでは生産性が悪く、かつ高コスト化が懸念されていました。
⇒特定の課題に対して、具体的にヒアリングの上、当社は切削していたDカット部分を鍛造化を提案。
材質はステンレスのため、硬度が高く、技術的に難易度が高いのですが、使用設備を5段式から7段式パーツフォーマーへ変更し、予備成形をする事で鍛造のみでの成形が可能となりました。
その結果、コスト・工数・リードタイムの削減と金型成形によるD部寸法の安定化を実現しました。



当社アライパーツは、冷間鍛造品の設計・製造を得意としております。冷間鍛造品の設計・製造に関してお困りの方は、お気軽にご相談・お問い合わせください。お問い合わせいただければ、オンライン商談や工場見学についても随時承っております。
冷間鍛造・VA/VEセンターへのお問い合わせは
TELもしくは、お問い合わせフォームよりお願いいたします。
お急ぎの方は、お電話にてご一報ください。