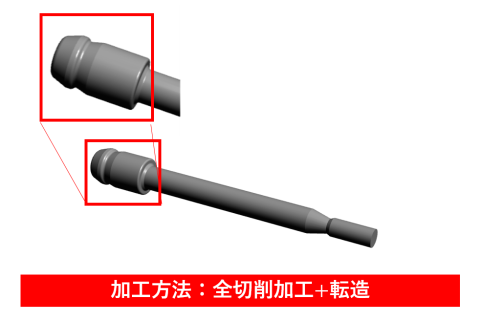
ばね抜けの防止で使用されるキャップの工法転換が課題になった事例です。
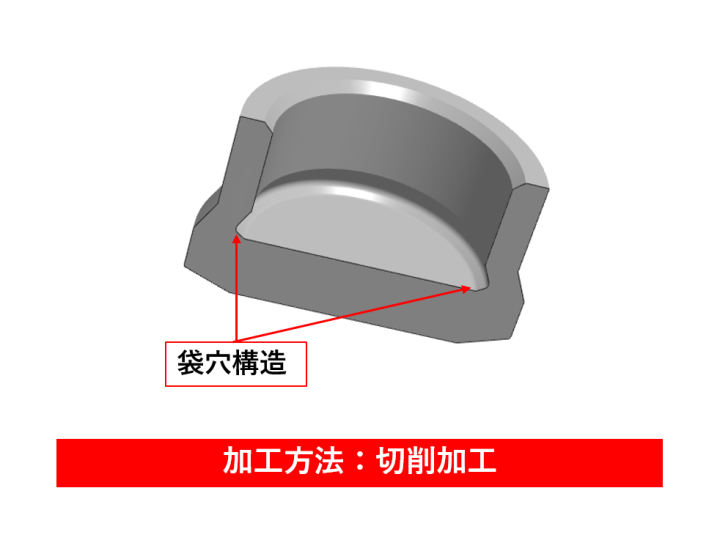
現状の顧客のお困り事として、スプリング抜け防止の為の袋穴が必要だが、切削だとコストがかかるため、他工法とすることでコストダウンを検討したいというご相談でした。
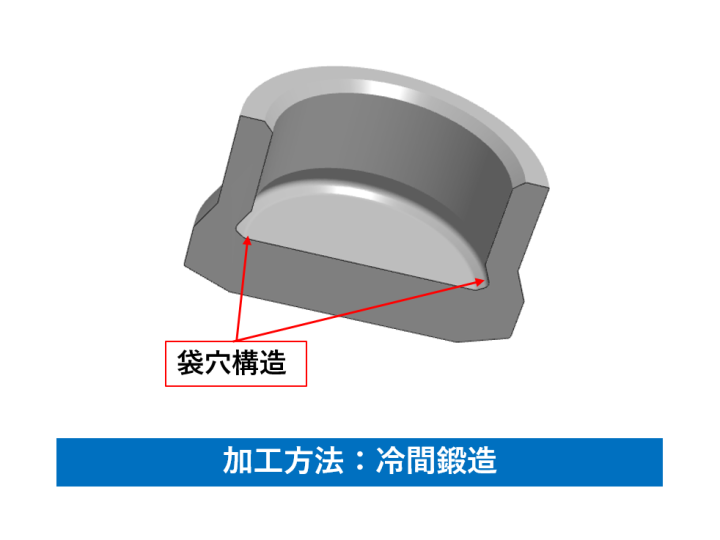
特定の課題に対して、当社は鍛造1発にて成形加工をご提案いたしました。
ご提案のポイントとして、本製品の内径とばねの外径が一致することで、ばねが袋穴にホールドさせることで抜けなくなることです。
結果、切削から冷間鍛造に変更したことでコストダウンを実現できました。
顧客よりキャップの工法転換に関するご相談です。当社が得意とする図面は変わらず、工法のみ変更したVA事例のご提案です。
工法転換に関するお困り事がありましたら、冷間鍛造・VA/VEセンターまでお問い合わせください。
冷間鍛造用金型の設計・開発力と、9段式のパーツフォーマーをはじめとする100台超の各種製造設備でお困り事を解決いたします。
冷間鍛造・VA/VEセンターへのお問い合わせは
TELもしくは、お問い合わせフォームよりお願いいたします。
お急ぎの方は、お電話にてご一報ください。