お客様の要望に合わせた様々な形状に対応が可能な冷間鍛造ですが、加工における注意点・ポイントは様々にございます。今回は、冷間鍛造における「穴加工」について、ご紹介をさせていただきます。
冷間鍛造における穴加工のポイント
冷間鍛造における穴加工の種類
冷間鍛造における穴加工のポイント
冷間鍛造の穴加工に関する製品事例
冷間鍛造の穴加工のことなら、アライパーツまで!
冷間鍛造における穴加工の種類は様々ございます。基本的に、穴形状を加工する際は、「後方押し出し」と呼ばれる方法で加工を行います。後方押し出しとは、パンチの加圧方向とは逆の方向に材料を移動させる加工方法です。
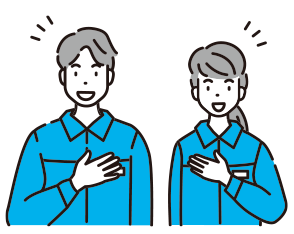
袋穴(止まり穴)とは、鍛造における穴加工の基本的な加工の一つになります。後方押し出し工法を活用し、貫通がない袋のような穴をあけます。袋穴(止まり穴)は切削加工で成形することもできますが、切削加工に比べて大幅な部材ロスの削減、生産能力の向上が可能です。
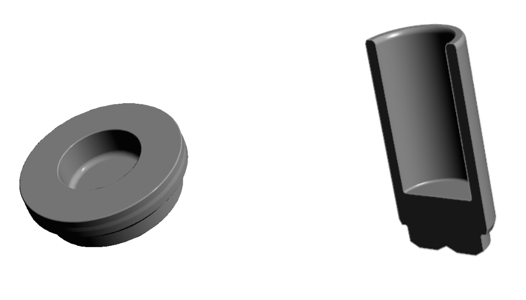
貫通穴とは、袋穴(止まり穴)のように穴加工を途中で止めることなく、穴が貫通している形状の事です。穴形状は小判形状など丸形状にとどまらないため、お客様の要望にあわせた複雑な穴加工が可能です。貫通穴をあける際は製品の外形や加工面の精度の維持が難しいため、精度の高い加工を行うためには金型の設計等のノウハウが重要となります。
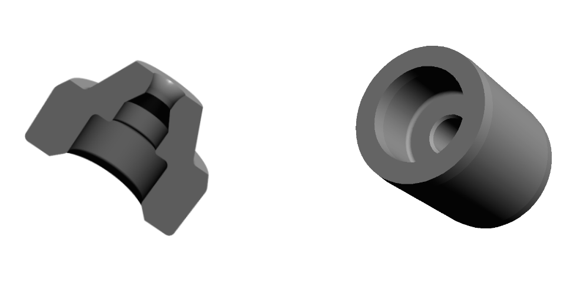
段付き穴とは、後方押し出し工法で穴加工を行った際に穴内部に2つ以上の異なった直径の穴を持つ穴形状のことです。袋穴(止まり穴)や貫通穴それぞれで加工を行うことが可能です。段付き止まり穴は穴の始点から遠くなるにつれて、穴の直径が小さくなります。段付き貫通穴は、それぞれの反対側から加工を開始し、途中で繋がる2つの段付き止まり穴が組み合わさることで成形されます。
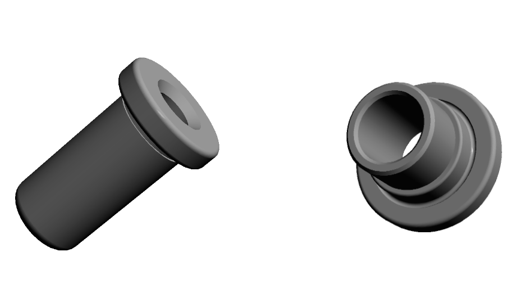
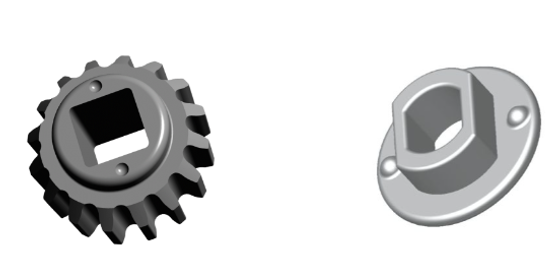
異形穴とは、穴形状が「角穴」や「小判形状」「ギア形状」など丸形状以外の様々な穴形状を指します。異形穴となると、製品の内外形状が異なる為、加工を行う際に位置決めを行わなければならず、加工の難易度が格段に上がります。冷間鍛造で異形穴を加工するためには、工程設計力と金型開発力が非常に重要となります。
穴形状の違いでもご説明させて頂いた通り、冷間鍛造における穴加工は非常に難易度が高く、工程設計力や金型開発力が重要となります。このように難易度の高い穴加工について3つのポイントをご紹介させていただきます。
後方押し出し(穴あけ)を実施する場合、「塑性変形限界」をしっかりと加味する必要がございます。塑性変形限界とは塑性(物体に力を加えて変形させた形が維持する性質)の限界値を表します。この塑性変形限界を加味せずに加工を行ってしまうと加工後に割れ等の不具合が生じてしったり、そもそも穴をあける事が出来ず、製品の品質を担保することが出来ません。
鍛造で穴加工を行う際には、加工を行う穴形状の把握も非常に重要になります。一般的に加工を行う入口(始点)よりも太い形状を穴の内部に成形することは出来ません。製品の形状にあわせて、加工方法を事前に検討することが非常に重要となります。また、加工を行う端面の平行出しを徹底する、加工の左右をしっかりと対称にする点などもポイントです。これらのポイントを押さえておけば、丸形状も四角形状も加工が可能です。

冷間鍛造における穴加工において、加工を行う「材質」も非常に重要なポイントとなります。冷間鍛造では鉄系素材の使用が最も一般的ですが、アルミ・銅などの素材にも対応することが可能です。穴加工を行う際のポイントは、素材の引張強さ(硬さ)、金型への焼き付きのし易さが挙げられます。
・鉄、ステンレス
材料によっては硬度が高く、塑性変形が難しい素材。
高圧での塑性変形となるため、硬化により加工が難しくなる。
・アルミニウム
A5052/5056は特性の影響で焼き付きが起こりやすく、量産が難しい。
・銅、真鍮
比較的柔らかい素材である為、塑性変更は行いやすい。
・鉄系素材
鉄系の中で、冷間鍛造はSWCH材をよく使用しております。
一方で、硬度や引張強度が高い素材もあり、ハイカーボン材及びSCM435などは加工が難しく複雑な穴形状は加工しづらくなります。

・ステンレス系素材
ステンレス系素材は鉄素材に比べ硬いため、鉄素材よりも複雑な形状を実現することは難しく、穴あけ以外の塑性変形でも工程の工夫が必要です。

・アルミニウム
アルミニウム系の素材は鉄・ステンレスと比較して柔らかく加工が容易でありますが、熱による溶け込みの影響で金型に焼き付きが発生しやすいため、5000番台のアルミニウムは特に加工が難しいとされています。当社は穴あけピンにコーディングを施すことで焼き付け対策をしています。

実際に当社が製作した穴加工の製品事例をご紹介いたします。



冷間鍛造の豊富な実績を持つ当社であれば、お客様の製品に対して最適な穴加工の検討が可能です。高い工程設計力と金型開発力を用いて、他社で冷間鍛造での対応が難しかった製品の再検討など、冷間鍛造の穴加工でお困りごとをお抱えのお客様がおられましたら、ぜひ当社までお声かけください。
冷間鍛造・VA/VEセンターへのお問い合わせは
TELもしくは、お問い合わせフォームよりお願いいたします。
お急ぎの方は、お電話にてご一報ください。