This is an example of a case in which a change in production method for rivets used in automobile doors became an issue.
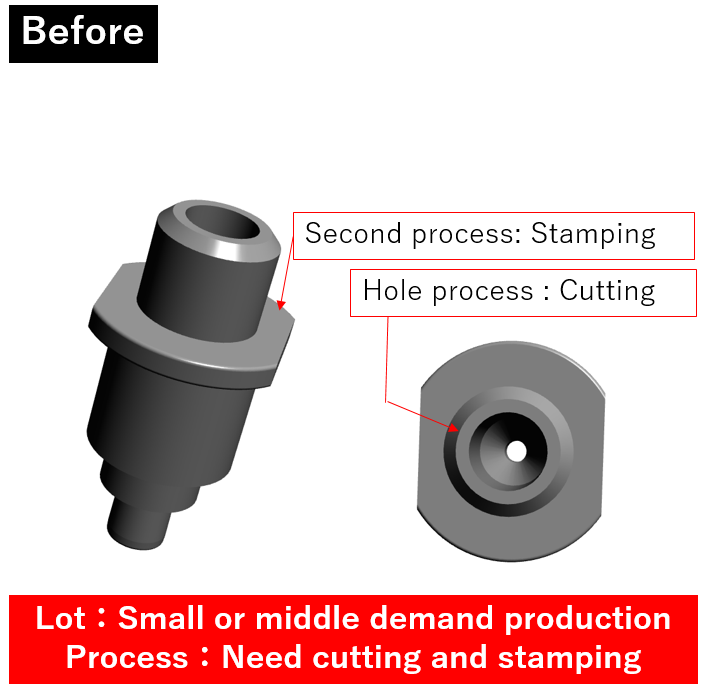
At the time of start-up, the volume of flow was small, and all holes were machined, and the shape of the brim was handled by secondary press work.
However, as the flow volume increased, the cutting capacity was overloaded, and the delivery date became a tightrope.
Furthermore, due to the heavy cutting process, even if the quantity increased, only the load on the cutting process would increase, and cost reductions would not be possible.
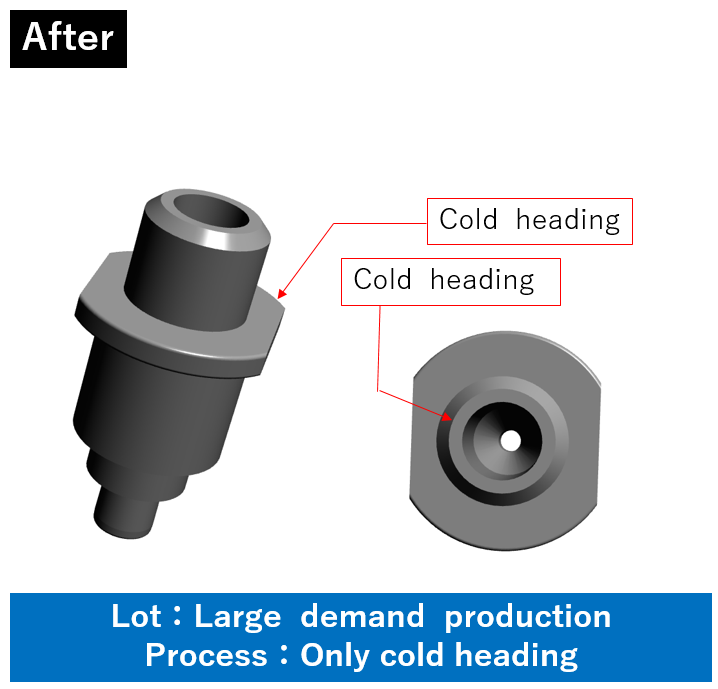
Therefore, we proposed cold forging as a method to suit the lot size. We have succeeded in forming all holes, including φ2 holes, with parts formers.
Furthermore, by finishing the brim with the parts former, we were able to improve production capacity by reducing man-hours, significantly reduce costs, and realize a stable supply.
As a result, the production capacity has been increased by 60 times and the cost has been reduced by 25%, whereas it used to take one minute to produce one piece.
The new method has been highly evaluated by both the customer's production management department and procurement department due to the cost reductions.
A customer consulted us regarding the conversion of riveting methods.
This is a proposal for a VA case in which only the manufacturing method was changed without changing the drawings, which is our specialty.
If you have any questions or concerns regarding the conversion of production methods, please contact us at the Cold Forging/VA/VE Center.
We can solve your problems with our cold forging die design and development capabilities, and with over 100 pieces of manufacturing equipment, including a 9-stage parts former.

Cold Forging/VA/VE CenterTo contact the Cold Forging/VA/VE Center,
Please contact us by Tel or by filling out the inquiry form.
If yo uare in a hurry, please give us a call.


