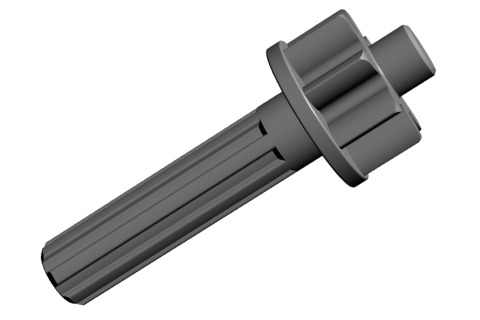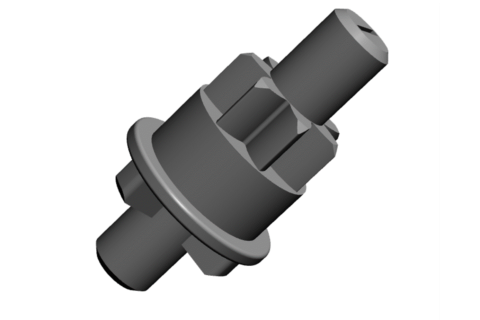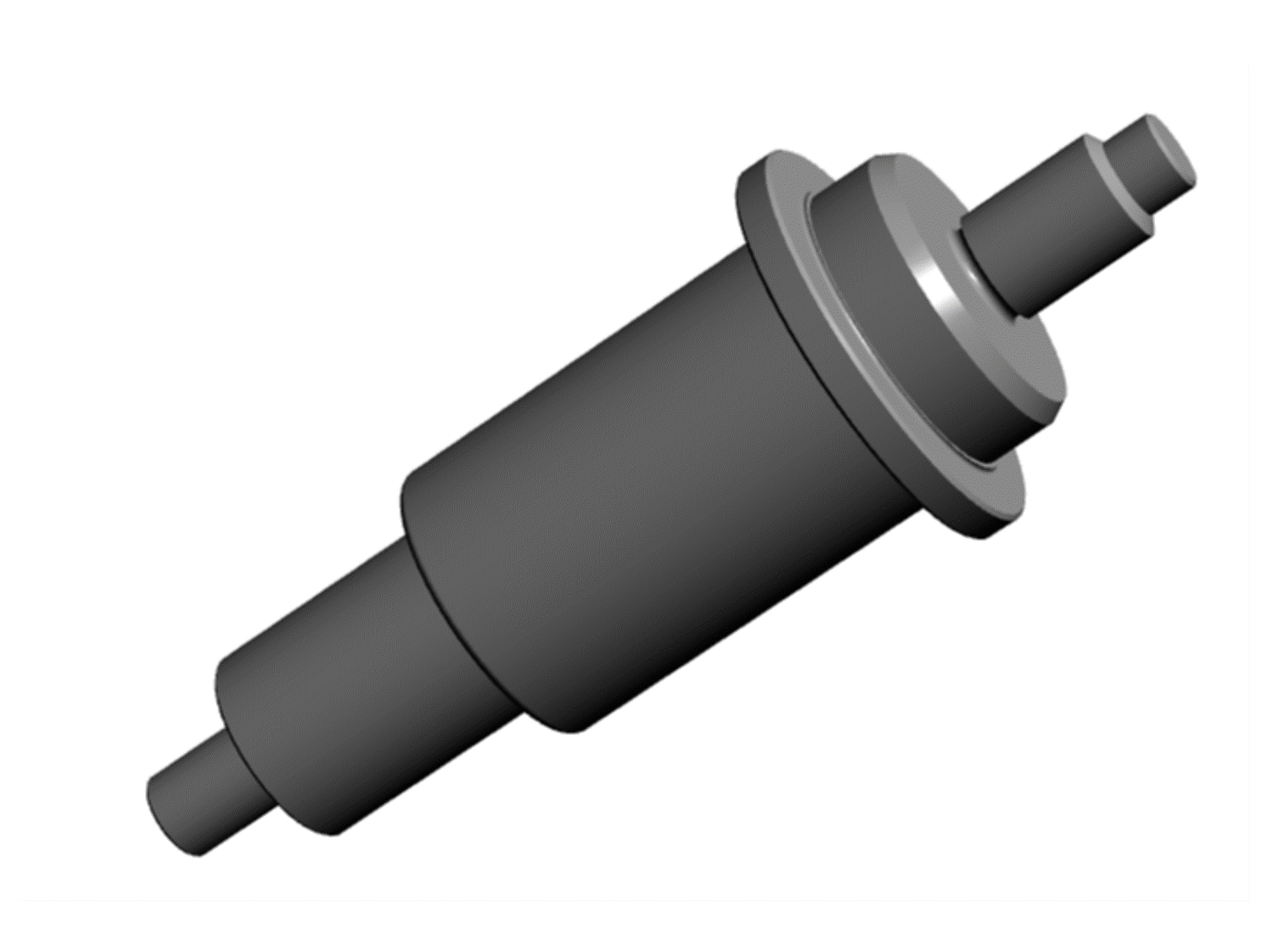
本事例是用于汽车逆变器的螺栓(两端的螺丝部为M5及M6)
我们收到了客户这样的要求:
“希望能够达到接近全切削品的精度,并控制轴部、螺丝部磕碰的呢个伤痕”。
但是,本产品两端的轴径很细,需要在压造后进行切削二次加工。另外,由于单重较重,工序也多,所以碰到了容易留下伤痕的课题。
因此,本公司检讨并实施了下记课题的验证
①关于后工序的热处理、电镀的顺序
②防止电镀膜厚影响螺丝部精度
③滚镀、挂镀等各种类型的镀金实验
结果,满足了客户的精度以及品质要求,并实现了批量生产。
运营“冷锻·VA/VE中心”的ARAI PARTS有着类似本产品要求的匹敌切削品的高精度螺栓的丰富的制造经验。对于高精度螺栓的量产有困扰的客户,敬请咨询我们。