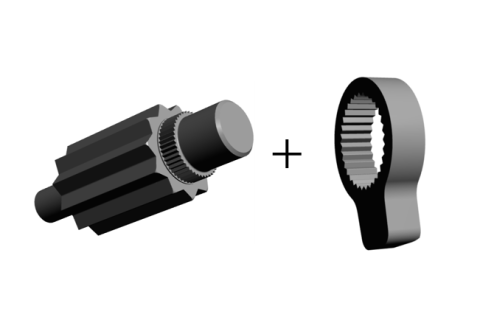
汽车门使用的铆钉的工法转换课题的事例。
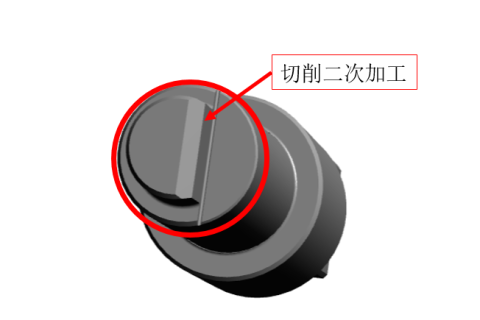
刚量产时流动数量少,孔的加工全部用切削进行,法兰的形状也用冲压二次加工来对应。
但是,流动数量增加,超出了切削的产能,在交期对应上出现了风险。
而且因为切削工艺比价复杂,即使增加流动数量,也只会增加切削负荷,客户因为无法降低成本,咨询了我们。

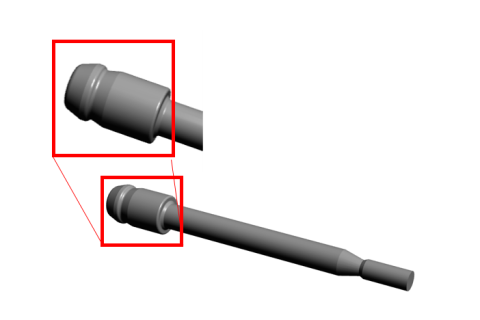
因此,本公司提出了符合批量的加工方法,冷锻的方案。通过多工位锻造机成功实现了包括φ2在内所有孔的成型。
而且,用多工位冷锻机进行精加工减少了工时,提高了生产能力,大幅度降低了成本,实现了稳定供给。结果,从具体的数值来看,1个需要花1分钟加工的工件、根据这个工法转换生产能力提高了约60倍,成功降低了约25%的成本。此外,面向海外市场也在流动,由于稳定供应、降低了成本、客户的生产管理部和采购部门都给予了很高的评价。
顾客关于铆钉的工法转换的商谈。
本公司擅长不改变图纸,只变更工法的VA事例的提案。
如果关于工法转换的有困扰的话,请咨询冷锻·VA/VE中心。
我们将通过冷锻模具的设计和开发能力、以及以9段式横型多段式锻造机为首的超过100台的各种制造设备、来解决您的困扰。