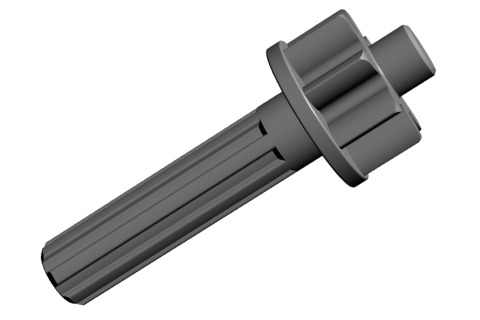
本事例是汽车座椅的零件。产品的功能是需要让轴套与对手零件焊接,所以需要通过锻造成型焊接的突起部。
此形状特点为内径是椭圆形孔、比起圆孔加工起来更难,可以说用段数较少的2D3B进行冷锻是非常困难的。
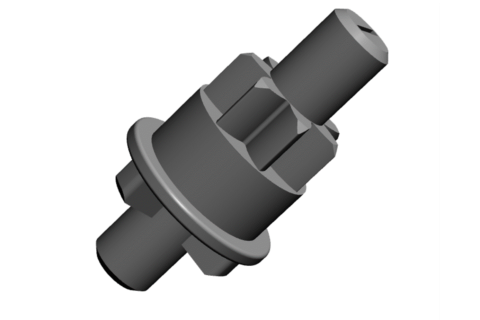
此次、本公司通过运用多工位冷锻机使突起部及椭圆孔同时成型,实现了大幅度的成本降低。
在运营“冷锻·VA/VE中心”的ARAI PARTS、像本产品这样的异形孔且带有突起部的轴套也可以通过全锻造化来实现。原来一直使用切削、正在讨论成本降低的客户,敬请咨询。